废机油回收的硫酸精制的设备及操作要点的相关介绍
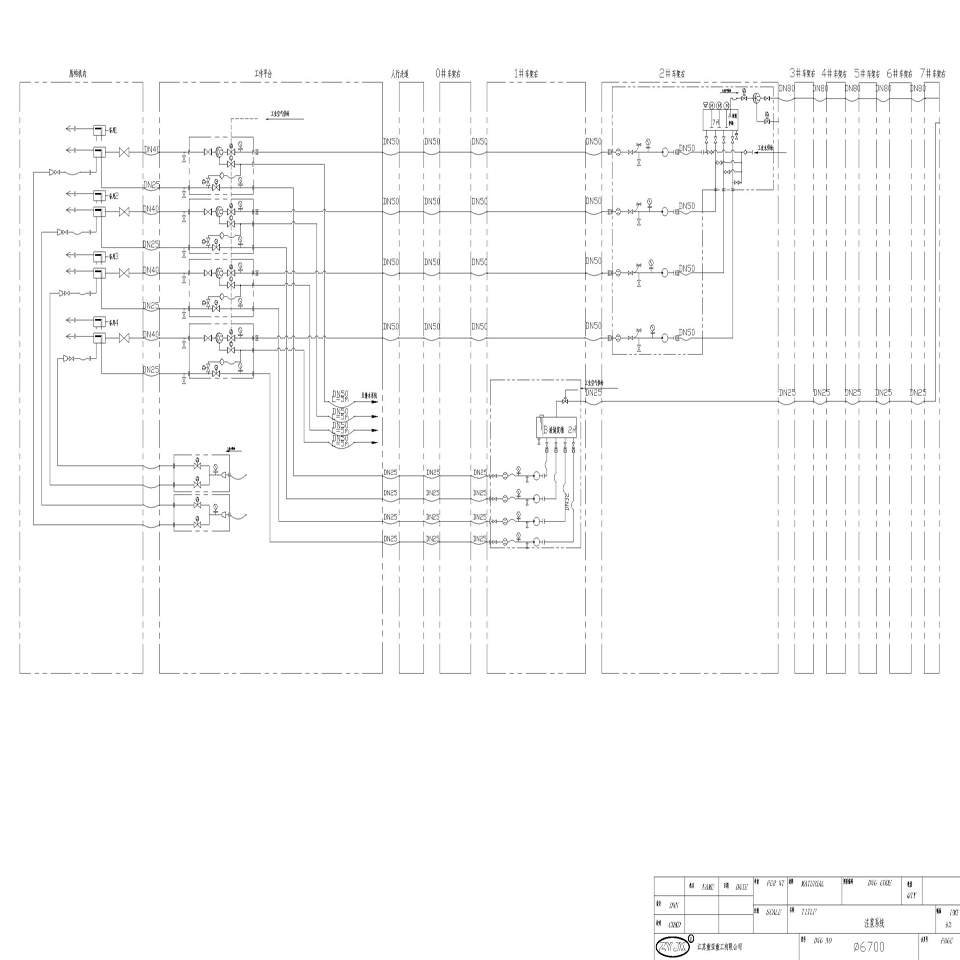
废机油回收的硫酸精制所需要的设备是耐腐蚀的酸洗罐。酸洗罐内设有蒸汽加热盘管,以备酸洗时加热。罐上还装有齿轮减速器带动的搅拌器和压缩空气管道,供酸洗搅拌时应用。酸洗罐应有盖和排风管,以便排除加酸和加白土时产生的气体。酸洗罐一般径高比为1:1,下部锥度底装阀门,作为沉淀排渣用,罐上还应装温度计、进油管和出油管。
废机油回收的硫酸精制时的操作要点是:
根据废酸的粘度确定,一般采用的酸洗温度是变压器油、高速机油为常温(20-30℃)。
混合回收的全损耗系统用油为35-40℃;淬火用过的废油为50℃左右。精制时使用工业浓硫酸,硫酸用量应根据废油杂质的含量及种类决定,废油再生前的小型实验提供可靠的用量数据。废油老化太严重的,用量多一点,精制时硫酸用量占废油质量的2-6%左右。
不含有抗氧化剂的,硫酸用量与油的抗氧化安定性是一个二次曲线,加入的酸量合适才能得到抗氧化安定性好的油。
废机油回收的产品一般酸洗1吨废油的酸用量为20-30kg,并用2-3分钟时间缓缓加入槽内。